{kind=link}
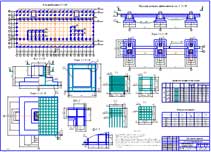
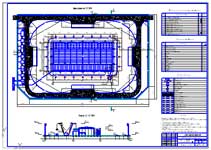
планы
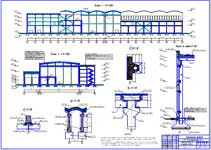
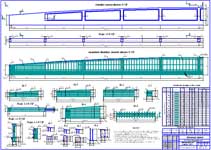
Разрез
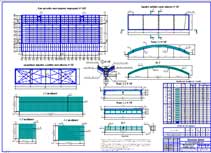
Покрытие, перекрытие
ж.б. Бортовой элемент оболочки

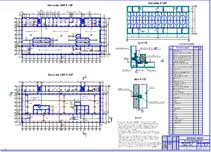
Ж.Б. колонна План колонн
Фундамент
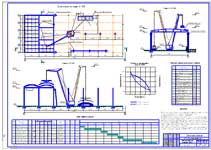
Техкарта монтаж оболочки
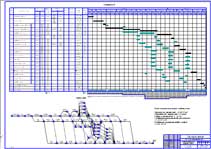
Календарь
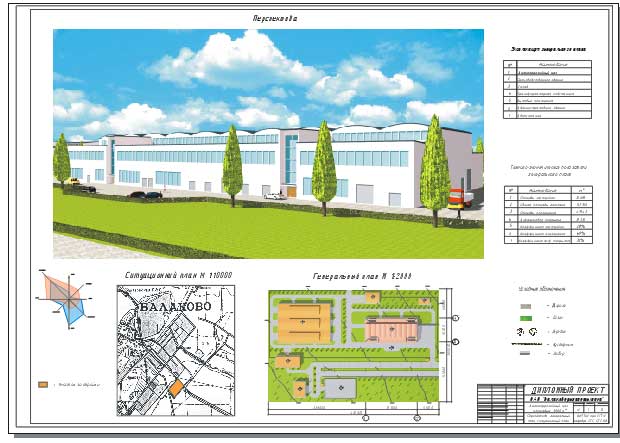
Стройгенплан

Рад преложить Вам следующий дипломный пгс!
| Дипломные пгс |
189. Антикоррозийный цех |
планы |
Разрез |
Покрытие, перекрытие
|
ж.б. Бортовой элемент оболочки
|
|
|
|
|
|
|
Ж.Б. колонна План колонн |
Фундамент |
Техкарта монтаж оболочки |
Календарь |
Стройгенплан |
|
|
|
|
|
Содержание
|
стр. |
Введение…………………………………………………………………………………………... |
10 |
1. Архитектурно-строительный раздел…………………………………………………………. |
12 |
1.1. Технологический процесс………………………………………………………………... |
13 |
1.1.1. Антикоррозийный цех………………………………………………………………... |
14 |
1.1.2. Цех приготовления гидроизоляционных композиций……………………………... |
18 |
1.2. Вариантное проектирования покрытия здания и выбор оптимального варианта……. |
19 |
1.3. Решение генерального плана…………………………………………………………….. |
21 |
1.4. Объёмно-планировочное решение здания………………………………………………. |
23 |
1.4.1. Теплотехнический расчёт…………………………………………………………….. |
24 |
1.4.2. Светотехнический расчёт…………………………………………………………….. |
26 |
1.5. Архитектурно-конструктивное решение…………………………………………………… |
30 |
1.5.1. Несущая система здания………………………………………………………………... |
30 |
1.5.2. Конструктивные элементы……………………………………………………………… |
31 |
2. Расчётно-конструктивный раздел…………………………………………………………….. |
37 |
2.1. Расчёт конструкции покрытия (расчёт длинной многоволновой цилиндрической оболочки)…………………………………………………………………………………... |
38 |
2.1.1. Конструкция оболочки и нагрузки…………………………………………………... |
38 |
2.1.2. Геометрические характеристики оболочки…………………………………………. |
39 |
2.1.3. Расчёт оболочки в продольном направлении……………………………………….. |
41 |
2.1.4. Расчёт оболочки в поперечном направлении……………………………………….. |
58 |
2.1.5. Расчёт торцевой диафрагмы………………………………………………………….. |
64 |
2.2. Расчёт поперечной рамы одноэтажного промышленного здания……………………... |
69 |
2.2.1. Конструктивная и расчётная схемы рамы промышленного здания……………….. |
69 |
2.2.2. Определение нагрузок на раму………………………………………………………. |
70 |
2.2.3. Составление таблицы расчётных усилий…………………………………………… |
77 |
2.3. Расчёт и конструирование внецентренно-сжатых колонн……………………………... |
77 |
2.4. Расчёт фундамента………………………………………………………………………... |
81 |
2.4.1. Определение основных размеров отдельно-стоящего и внецентренно загруженного фундамента…………………………………………………………………….. |
81 |
2.4.2. Конструирование и армирование отдельно стоящего фундамента……………….. |
83 |
3. Раздел технологии, организации строительного производства…………………………….. |
88 |
3.1. Введение…………………………………………………………………………………… |
89 |
3.2. Организационно-технологическая схема строительства………………………………. |
90 |
|
Стр. |
3.3. Выбор методов производства работ……………………………………………………... |
113 |
3.4. Описание технологических процессов………………………………………………….. |
114 |
3.5. Машины для производства СМР………………………………………………………… |
118 |
3.5.1. Расчёт грузозахватных приспособлений……………………………………………. |
118 |
3.5.2. Выбор монтажного крана…………………………………………………………….. |
121 |
3.5.3. Технико-экономическое обоснование монтажного крана…………………………. |
125 |
3.6. Выбор транспортных средств……………………………………………………………. |
130 |
3.7. Описание сетевого графика……………………………………………………………… |
133 |
3.8. Составление календарного плана………………………………………………………... |
138 |
3.9. Расчёт складских помещений и площадок……………………………………………… |
140 |
3.10. Определение потребности во временных зданиях……………………………………. |
141 |
3.11. Расчёт площадей временных зданий…………………………………………………… |
142 |
3.12. Проектирование временных инженерных коммуникаций……………………………. |
143 |
3.12.1. Расчёт потребности строительства в воде…………………………………………. |
143 |
3.12.2. Временное теплоснабжение………………………………………………………… |
144 |
3.13. Обеспечение строительной площадки электроэнергией……………………………… |
145 |
3.14. Проектирование стройгенплана……………………………………………………….. |
146 |
4. Раздел экономики строительства……...……………………………………………………… |
148 |
4.1. Определение сметной стоимости строительства……………………………………….. |
149 |
4.1.1. Составление локальной сметы……………………………………………………….. |
149 |
4.1.2. Локальный сметный расчёт на внутренние специальные работы…………………. |
150 |
4.1.3. Объектная смета………………………………………………………………………. |
150 |
4.2. Технико-экономические показатели строительства……………………………………. |
153 |
5. Раздел “Безопасность жизнедеятельности”………………………………………………….. |
173 |
5.1. Вводная часть……………………………………………………………………………... |
174 |
5.1.1. Охрана труда при проектировании цеха…………………………………………….. |
175 |
5.2. Организация строительной площадки………………………………………………….. |
176 |
5.2.1. Определение опасных зон……………………………………………………………. |
176 |
5.2.2. Освещённость строительной площадки…………………………………………….. |
178 |
5.2.3. Молниезащита зданий и сооружений………………………………………………. |
179 |
5.2.4. Санитарно-бытовое обслуживание на стройплощадке…………………………….. |
180 |
5.3. Строительно-монтажные работы………………………………………………………… |
180 |
5.3.1. Расчёт строп…………………………………………………………………………… |
180 |
|
стр. |
5.3.2. Расчёт траверс………………………………………………………………………… |
180 |
5.3.3. Расчёт строительных конструкций на монтажные условия……………………….. |
181 |
5.3.4. Земляные работы……………………………………………………………………… |
181 |
5.3.5. Электробезопасность…………………………………………………………………. |
182 |
5.3.6. Пожарная безопасность………………………………………………………………. |
183 |
5.3.7. Лёгкосбрасываемые конструкции…………………………………………………... |
183 |
5.3.8. Огнестойкость строительных конструкций (колонны)…………………………….. |
184 |
5.3.9. Вынужденная эвакуация людей из здания…………………………………………. |
185 |
5.4. Безопасность в чрезвычайных ситуациях……………………………………………….. |
186 |
5.4.1. Классификация и общая характеристика чрезвычайных ситуаций……………….. |
186 |
5.4.2. Условия возникновения и стадии развития чрезвычайных ситуаций…………….. |
188 |
5.4.3. Принципы и способы обеспечения безопасности жизнедеятельности в чрезвычайных ситуациях……………………………………………………………………... |
189 |
5.4.4. Основные сценарии управления в чрезвычайных ситуациях……………………… |
190 |
5.4.5. Характеристика чрезвычайных ситуаций техногенного характера……………….. |
191 |
6. Раздел экологии………………………………………………………………………………... |
194 |
6.1. Вводная часть……………………………………………………………………………... |
195 |
6.2. Определение категории экологической опасности предприятия……………………… |
196 |
6.2.1. Расчёт годовых выбросов вредных веществ, выделяющихся во время технологического процесса……………………………………………………………………. |
197 |
6.2.2. Расчёт выбросов вредных веществ в атмосферу автотранспортом на территории стройки…………………………………………………………………………………. |
198 |
6.3. Оценка ущерба от загрязнения окружающей среды…………………………………… |
202 |
Литература………………………………………………………………………………………... |
204 |
Приложения………………………………………………………………………………………. |
209 |
Введение
Основным назначением архитектуры всегда являлось создание необходимой для существования человека жизненной среды, характер и комфортабельность которой определялись уровнем развития общества, его культурой, достижениями науки и техники. Эта жизненная среда, называемая архитектурой, воплощается в зданиях, имеющих внутреннее пространство, комплексах зданий и сооружений, организующих наружное пространство - улицы, площади и города.
В современном понимании архитектура - это искусство проектировать и строить здания, сооружения и их комплексы. Она организует все жизненные процессы. По своему эмоциональному воздействию архитектура - одно из самых значительных и древних искусств. Сила её художественных образов постоянно влияет на человека, ведь вся его жизнь проходит в окружении архитектуры. Вместе с тем, создание производственной архитектуры требует значительных затрат общественного труда и времени. Поэтому в круг требований, предъявляемых к архитектуре наряду с функциональной целесообразностью, удобством и красотой входят требования технической целесообразности и экономичности. Кроме рациональной планировки помещений, соответствующим тем или иным функциональным процессам удобство всех зданий обеспечивается правильным распределением лестниц, лифтов, размещением оборудования и инженерных устройств (санитарные приборы, отопление, вентиляция). Таким образом, форма здания во многом определяется функциональной закономерностью, но вместе с тем она строится по законам красоты.
Сокращение затрат в архитектуре и строительстве осуществляется рациональными объемно - планировочными решениями зданий, правильным выбором строительных и отделочных материалов, облегчением конструкции, усовершенствованием методов строительства. Главным экономическим резервом в градостроительстве является повышение эффективности использования земли.
Решения правительства РФ нацеливают строителей на сокращение сроков строительства, активное внедрение достижений научно-технического процесса, передовой технологии и новых эффективных материалов, повышение качества и комплексную механизацию строительно-монтажных работ.
Актуальные задачи снижения стоимости, сроков строительства и сокращение ручного труда при производстве гидроизоляционных работ могут быть решены путём внедрения более прогрессивных полимербитумных гидроизоляционных покрытий на основе комплексной механизации их приготовления и нанесения.
Гидроизоляционная защита, т.е. защита от фильтрации и агрессивного воздействия воды, имеет целью обеспечение водонепроницаемости и долговечности строительных конструкций, сооружений и зданий.
При возведении объектов атомной энергетики выполняется большой объём работ по гидроизоляции подземных ограждающих конструкций и междуэтажных перекрытий (деаэраторные этажерки) зданий и сооружений АЭС. Так же выполняется большой объём антикоррозионных покрытий труб циркуляционных водоводов (циркводоводов), и оборудования.
Наиболее широкое распространение в строительстве получили гидроизоляционные конструкции в виде наносимых на защищаемые поверхности покрытий. Качество гидроизоляционных сооружений является важнейшим условием для обеспечения требуемого режима внутри помещений, а так же для предотвращения утечки технологических сред (в аварийных ситуациях) из сооружений.
№ |
Наименование продукции |
Ед. изм. |
Годовая |
1 |
2 |
3 |
4 |
1
2 3 4 |
Гуммирование оборудования, труб и фасонных деталей трубопроводов: |
м2 т т |
5000 30 10 |
Помещения в здании по назначению подразделяют на следующие группы: главные помещения, предназначенные для основных функций здания (цех по производству гидроизоляционных композиций и антикоррозийный цех); подсобные помещения, предназначенные для вспомогательных функций (санитарные узлы, вестибюли...); коммуникационные помещения: вертикальные - лестницы, коридоры.
Порядок размещения помещений устанавливают с учётом последовательности функциональных процессов, протекающих в здании и обуславливающих ту или иную схему передвижения в нём людей. Связь между помещениями должна обеспечивать кратчайшие пути сообщения внутри здания и возможность лёгкой ориентировки в нём. Также необходимо: соответствие всех площадей и высот помещений, пользуясь нормами проектирования; обеспечить выполнение санитарно-гигиенических требований; правильно ориентировать помещения по сторонам света; обеспечить нормальный температурно-влажностный режим, надлежащую звукоизоляцию, пожарную безопасность и т. п.
1.1.1 Антикоррозийный цех
Рис. 1.1 Технологический процесс
Антикоррозийный цех предназначен для защиты технологического оборудования и труб антикоррозийным покрытием и изготовления оборудования, труб, деталей труб и воздуховодов из неметаллических материалов, обладающих повышенной химической стойкостью от воздействия химических сред.
В чертежах осуществлены мероприятия, позволяющие улучшить механизацию ряда трудоёмких процессов, условий труда и техники безопасности, а именно:
• применён станок для дублирования сырой резины;
• ввоз тележек с деталями в вулканизационные котлы осуществляется с помощью специальных гидравлических устройств;
• используется печь с паровым обогревом;
• печь для спекания фторопласта установлена в изолированной камере с индивидуальной вытяжной вентиляционной системой.
В корпусе кроме основных производственных помещений также расположены трансформаторная подстанция, административно-вспомогательные помещения, кладовые сырья и вспомогательных материалов (рассчитанные на 3-7 суточное хранение), инструмента и инвентаря готовых изделий. В цехе имеется возможность применения новых видов антикоррозийных покрытий.
Компоновка производственных отделения и расположение оборудования выполняется с учётом технологических связей между отделениями, требований безопасности ведения технологических процессов и рациональной организации грузопотоков (рис. 1.1).
Межцеховые транспортные операции осуществляются автомобильным и железнодорожным транспортом, внутрицеховые – электрокарами и подвесными электрическими кранбалками в нормальном и взрывозащитном исполнении, в зависимости от категории помещений. Технологический процесс подготовки поверхности аппаратуры и защита её различными антикоррозийными покрытиями должны проводится в соответствии с инструкцией.
Подготовительное отделение. Оборудование и трубопроводы, поступающие в цех, должны быть предварительно тщательно нейтрализованы и очищены от посторонних загрязнений. В отделение осуществляется механическая очистка стальным песком поверхностей химаппаратуры, трубопроводов и деталей трубопроводов. Аппаратура и трубы очищаются в дробеструйной установке. Очистка поверхностей с большим радиусом кривизны производится вне камеры дробеструйной установки. Транспортные операции в отделении осуществляются подвесным электрическим краном. Передвижение железнодорожных цистерн по отдельным рабочим местам производится механизмом передвижения цистерн.
Отделение травления. Очистка поверхностей труб и деталей труб, трубопроводной арматуры, а также других мелких или фасонных изделий, осуществляется травлением в сернокислотной ванне с последующей промывкой в холодной воде в ванне и нейтрализацией щелочью. Кислота и щелочь поступают в отделение в стеклянных бутылях и закачиваются в соответствующие ванны ручными насосами
Отделение приготовления клея, лаков и красок. Приготовление резинового клея производится в клее приготовительной машине и смесителях. В качестве растворителя применяется бензин. Дозировка бензина осуществляется мерником, куда он закачивается ручным насосом. Грунт и бакелитовый лак доводят до необходимых концентраций в краскофильтрующем смесителе. Дозировка растворителей производится мерником, закачка ручным насосом. Приготовление фаолитовой замазки ведётся в смесителе.
Приготовленные клей и краски доставляются на соответствующие рабочие места в закрытых винипластовых бидонах.
Отделение гуммирования изделий из фаолита и лакокрасочных покрытий. Сырая резина дублируется на станке, раскраивается на столах и промазывается клеем на столах. Аппараты и их крышки обкладываются сырой резиной, которая затем плотно прикатывается к металлической поверхности на стендах. Трубы покрываются резиновым клеем на станке.
Листы сырого фаолита после очистки их от талька и притирки спиртом, разогреваются на плите паровой, раскраиваются на столах и формируются при помощи специальной технологической оснастки или при помощи ручного пресса. Покрытие бакелитовым лаком производится в распылительной камере, отверждение фаолита - в полимеризационной печи. Необходимая механическая обработка отвержденных фаолитовых изделий производится в мехмастерской. Гидравлические испытания изделий из фаолита осуществляются на стенде.
Нанесение лакокрасочных покрытий производится в распылительной камере. Технологический пост оснащён очистителем воздуха, красконагнетальным баком и пистолетами-краскораспылителями.
Транспортные операции в отделении осуществляются подвесным электрическим краном во взрывоопасном исполнении, электропогрузчиками во взрывоопасном исполнении, пневматической лебедкой и рельсовыми тележками.
Отделение вулканизации. Вулканизация загуммированных аппаратов и труб производится в вулканизационных котлах. Управление процессом вулканизации осуществляется автоматически по специальным программам, в зависимости от марки сырой резины. Закатка и выкатка тележек в котлы и из них осуществляется с помощью гидравлических переходных устройств.
Вулканизация крупногабаритных аппаратов производится открытым способом. Качество гуммировки контролируется дефектоскопом. Транспортные операции осуществляются подвесным электрическим краном, лебёдками, рельсовыми тележками.
Отделение изделий из винипласта и мехмастерская. Листы и трубы винипластовые размечают и раскраивают в заготовительном отделении на специальных станках, после чего с них снимают фаску электрорубанком на верстаке. Заготовкам и трубам, нагретым в паровом шкафу, придают необходимую форму на станках и приспособлениях. Сварочные работы производятся на столе и на приспособлении для сварки винипластовых труб сварочными горелками горячим азотом. Необходимая механическая обработка винипласта, а также отвержденного фаолита, производится на металлорежущих станках. Транспортные операции осуществляются подвесным электрическим краном.
Отделение изделий из фторопласта. В отделении футеруются фторопластом стальные трубы и изготавливаются фасонные части труб (тройники, отводы) из порошка фторопласта. Заготовки стальных трубопроводов с приваренными фланцами поступают в отделение извне. Отбортовка фторопластовых труб производится на токарно-винторезном станке.
Порошок фторопласта перед прессованием обрабатывается в установке с дисмембратором. Изделие диаметром прессуются на 250-тонном гидравлическом прессе. Спекание изделий осуществляется в печи. Транспортные операции осуществляются подвесным электрическим краном с рельсовыми тележками.
Отделение переработки резины. Отходы от раскроя сырой резины перерабатываются в профильные изделия на одно-червячной машине. Вырезка различных прокладок осуществляется циркульным ножом. Вулканизация изделий осуществляется на вулканизационном прессе.
Отходы сырой резины в количестве 17228 кг полностью утилизируются и из них изготавливаются: прокладки резиновые 6500 кг, профильные резиновые изделия 10700 кг.
Отходы фаолита перерабатываются в замазку, используемую в производстве.
Изношенная футеровка и прочие отходы вывозятся в отвал.